



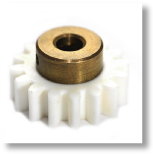
 真鍮のインサートしたPBT樹脂の成形品。ギャーの精度に注意して金型設計した。
真鍮のインサートしたPBT樹脂の成形品。ギャーの精度に注意して金型設計した。
 PBT樹脂にチタン酸カルシウムが充填された原料で成形したギヤー。チタン酸カルシウムは高温劣化しやすい為に成形条件の管理上注意が必要。
PBT樹脂にチタン酸カルシウムが充填された原料で成形したギヤー。チタン酸カルシウムは高温劣化しやすい為に成形条件の管理上注意が必要。
 ステンレスシャフトにPBT樹脂のスプロケットをインサート成形した製品。金型設計に苦労した。
ステンレスシャフトにPBT樹脂のスプロケットをインサート成形した製品。金型設計に苦労した。
 ポリエーテルイミド樹脂の成形品。成形が難しい原料。ボイドの位置に注意が必要。
ポリエーテルイミド樹脂の成形品。成形が難しい原料。ボイドの位置に注意が必要。
 ポリエーテルイミド樹脂の成形品。成形が難しい原料。ソリに注意が必要。
ポリエーテルイミド樹脂の成形品。成形が難しい原料。ソリに注意が必要。
 PBT樹脂のギャー成形品。
PBT樹脂のギャー成形品。
 中心のDカット穴中央にチタンの板金をインサートしたPBT樹脂成形品のギヤーです。金型設計時、樹脂の収縮率の計算と板金の寸法の採り方に苦労した。
中心のDカット穴中央にチタンの板金をインサートしたPBT樹脂成形品のギヤーです。金型設計時、樹脂の収縮率の計算と板金の寸法の採り方に苦労した。
 PBTのカーボン30%入りの成形品。寸法精度が厳しい。
PBTのカーボン30%入りの成形品。寸法精度が厳しい。
 ライトン樹脂での機工部品。耐摩耗にすぐれた原料です。
ライトン樹脂での機工部品。耐摩耗にすぐれた原料です。
 ステンレスシャフトにPBT樹脂のスプロケットをインサー成形した。金型設計に苦労した。
ステンレスシャフトにPBT樹脂のスプロケットをインサー成形した。金型設計に苦労した。
 大型のPPEのギヤー。Dカットの穴にチタンの板金をインサート成形して補強したもの。
大型のPPEのギヤー。Dカットの穴にチタンの板金をインサート成形して補強したもの。
 ステンレスシャフトにPBT樹脂のギアーを成形した。ギヤーの制度がすべて。
ステンレスシャフトにPBT樹脂のギアーを成形した。ギヤーの制度がすべて。
 ナイロンにカーボンファイバー20%入りの成形品。ベアリングをインサート成形している。
ナイロンにカーボンファイバー20%入りの成形品。ベアリングをインサート成形している。
 アクリル製ポケットです。
アクリル製ポケットです。
金型から取り出した後に冷却時に変形しないように金型設計した。
 ABSで成形したボビン。内にフェライト樹脂の部品をインサートしている。1000回転以上で使用するため芯ブレに注意が必要。金型設計が困難であった。
ABSで成形したボビン。内にフェライト樹脂の部品をインサートしている。1000回転以上で使用するため芯ブレに注意が必要。金型設計が困難であった。